بخش اول: اصل اول - اهمیت حیاتی عنصر نهایی کنترل
آناتومی شیر کنترل: دروازهبان فرآیند
شیر کنترل، مطابق با تعریف استاندارد ISA-S75.05، وسیلهای است که با اعمال نیرویی غیر از نیروی دست عمل کرده و میزان جریان سیال را در یک سیستم کنترل فرآیندی تنظیم میکند.[1] اما این تعریف فنی، عمق نقش آن را به طور کامل بیان نمیکند. شیر کنترل صرفاً یک قطعه سختافزاری نیست، بلکه «عنصر نهایی کنترل» (Final Control Element) است؛ یعنی مؤلفه فیزیکی که تصمیمات سیستم کنترل فرآیند را اجرا میکند و پل ارتباطی میان فرمان دیجیتال و فرآیند فیزیکی است.[2]
وظایف اصلی شیرهای کنترلی در صنایع نفت و گاز گسترده و حیاتی است و شامل موارد زیر میشود:
- تنظیم جریان: کنترل دقیق دبی سیالات (نفت، گاز، آب و مواد شیمیایی) در خطوط لوله.[3, 4]
- کنترل فشار: ثابت نگه داشتن فشار در یک مقدار مشخص یا تنظیم آن در نقاط مختلف فرآیند.[2, 4]
- مدیریت دما: تنظیم جریان سیالات گرم یا سرد برای کنترل دمای راکتورها، مبدلهای حرارتی و سایر تجهیزات.[2]
- تضمین ایمنی سیستم: عملکرد به عنوان بخشی از سیستمهای ایمنی برای قطع جریان در شرایط اضطراری یا جلوگیری از افزایش فشار بیش از حد مجاز.[3, 4]
یک مجموعه شیر کنترل از چندین جزء کلیدی تشکیل شده است که هماهنگ با یکدیگر کار میکنند تا این وظایف را به انجام رسانند:[1, 5]
- بدنه شیر (Valve Body): پوسته اصلی که سیال از آن عبور میکند و قطعات داخلی را در خود جای میدهد.
- تریم (Trim): قطعات داخلی شیر که مستقیماً با سیال در تماس هستند و جریان را تعدیل میکنند. این مجموعه معمولاً شامل ساقه (stem)، پلاگ (plug) یا دیسک (disc) و سیت (seat) است.
- اکچویتور یا عملگر (Actuator): «عضله» مجموعه که نیروی لازم برای حرکت دادن تریم و تغییر وضعیت شیر را فراهم میکند. این نیرو میتواند پنوماتیکی، هیدرولیکی یا الکتریکی باشد.[5, 6, 7]
- پوزیشنر (Positioner): «مغز» مجموعه که سیگنال کنترلی را از سیستم کنترل دریافت کرده و آن را با موقعیت واقعی شیر مقایسه میکند. سپس با تنظیم فشار هوای ورودی به اکچویتور، شیر را دقیقاً در موقعیت مورد نظر قرار میدهد تا خطاهایی مانند هیسترزیس و اصطکاک را جبران کند.[1, 7]
درک این نکته ضروری است که شیر کنترل، مؤلفهای است که برای دستیابی به کنترل، انرژی فرآیند را جذب و مستهلک میکند. این استهلاک انرژی، ریشه بسیاری از پدیدههای مخرب و حالتهای شکست است که در صورت عدم مدیریت صحیح از طریق سایزینگ و انتخاب مناسب، رخ میدهند. شیر کنترل در یک سیستم هیدرولیکی، نقشی مشابه یک مقاومت در یک مدار الکتریکی دارد؛ با ایجاد افت فشار عمدی، جریان را کنترل میکند.[8] بنابراین، «افت فشار» یک اثر جانبی منفی نیست، بلکه مکانیسم اصلی و هدفمند کنترل است. درک این موضوع برای فهمیدن اینکه چرا سایزینگ نادرست (که منجر به مدیریت غلط استهلاک انرژی میشود) تا این حد مخرب است، امری حیاتی است.
مشخصههای جریان: شخصیت یک شیر
همه شیرها به یک شکل باز و بسته نمیشوند. «مشخصه ذاتی جریان» (Inherent Flow Characteristic) رابطهی بین موقعیت ساقه شیر و نرخ جریان عبوری از آن را در شرایطی که افت فشار دو سر شیر ثابت باشد، توصیف میکند.[6, 9, 10] این مشخصه، به اصطلاح «شخصیت» شیر را تعیین میکند و انتخاب صحیح آن برای پایداری حلقه کنترل ضروری است. سه مشخصه اصلی عبارتند از:
- خطی (Linear): در این مشخصه، نرخ جریان به طور مستقیم با میزان باز بودن شیر (حرکت ساقه) متناسب است. به عنوان مثال، اگر شیر 50% باز باشد، 50% از حداکثر جریان عبور میکند. این مشخصه برای سیستمهایی مناسب است که افت فشار دو سر شیر در دبیهای مختلف تقریباً ثابت باقی میماند.[9, 10, 11]
- درصد مساوی (Equal Percentage - EQ%): در این نوع، هر افزایش یکسانی در حرکت ساقه، درصد تغییر یکسانی در جریان موجود ایجاد میکند. به عبارت دیگر، وقتی شیر نزدیک به حالت بسته است، تغییرات جریان کوچک است و با بازتر شدن شیر، همین مقدار حرکت ساقه، تغییرات جریان بزرگتری ایجاد میکند. این مشخصه رایجترین نوع در صنعت است و برای سیستمهایی ایدهآل است که بخش بزرگی از افت فشار کل سیستم در خود لولهکشی و سایر تجهیزات (و نه فقط در شیر کنترل) رخ میدهد.[9, 10, 11]
- باز شدن سریع (Quick Opening): این مشخصه در همان ابتدای حرکت ساقه، جریان زیادی را عبور میدهد. کاربرد اصلی آن در سرویسهای قطع و وصل (On/Off) یا سیستمهای تخلیه فشار است که نیاز به واکنش سریع دارند.[6, 9]
انتخاب مشخصه جریان، فراتر از یک انتخاب ساده است؛ این یک استراتژی برای جبران رفتار غیرخطی کل سیستم فرآیندی است تا یک پاسخ «نصب شده» (Installed) خطی به دست آید. هدف نهایی این است که ترکیب شیر و سیستم، برای کنترلر به صورت یک پدیده قابل پیشبینی و خطی به نظر برسد. یک قانون سرانگشتی مهم بیان میکند: «اگر سیستم دارای لولهکشی طولانی و تجهیزات زیادی است، از شیر با مشخصه درصد مساوی استفاده کنید. اگر سیستم دارای لولهکشی کوتاهی است، از شیر با مشخصه خطی استفاده کنید».[11] دلیل این امر آن است که در سیستمی با لولهکشی طولانی، افت فشار سیستم با افزایش جریان به شدت تغییر میکند (کاهش مییابد). مشخصه درصد مساوی، تقریباً معکوس این منحنی سیستم عمل میکند. هنگامی که این دو با هم ترکیب میشوند، یک «مشخصه نصب شده» تقریباً خطی حاصل میشود که حلقه کنترل در واقع آن را «میبیند». این امر تنظیم (Tuning) حلقه کنترل را آسانتر کرده و پایداری آن را در کل محدوده عملیاتی افزایش میدهد.[11] بنابراین، یک شیر غیرخطی انتخاب میشود تا یک پاسخ سیستمی خطی ایجاد گردد.
طبقهبندی شیرهای کنترلی برای کاربردهای نفت و گاز
در صنعت نفت و گاز، انواع مختلفی از شیرها بر اساس طراحی مکانیکی و مناسب بودن برای سرویسهای خاص به کار میروند. در ادامه به بررسی رایجترین آنها میپردازیم:
- شیرهای کروی (Globe Valves): این شیرها به دلیل مسیر جریان پیچیده و S شکل خود، برای تنظیم دقیق جریان (Throttling) عملکرد فوقالعادهای دارند. آنها به عنوان اسب کاری صنعت برای کاربردهای کنترلی شناخته میشوند اما ظرفیت جریان (Cv) نسبتاً پایینتر و افت فشار بالاتری نسبت به سایر انواع شیرها دارند.[2, 10, 12]
- شیرهای توپی (Ball Valves): این شیرها ظرفیت جریان بالا، افت فشار کم و قابلیت آببندی بسیار محکم (Tight Shut-off) را ارائه میدهند. به طور سنتی برای سرویسهای قطع و وصل استفاده میشدند، اما شیرهای توپی سگمنتی (Segmented Ball Valves) مدرن، قابلیت کنترل خوبی نیز دارند. به دلیل بازیابی فشار بالا، مستعد پدیده کاویتاسیون هستند.[6, 12]
- شیرهای پروانهای (Butterfly Valves): برای خطوط لوله با سایز بزرگ، گزینهای اقتصادی، سبک و با عملکرد سریع هستند. شیرهای پروانهای با عملکرد بالا (High-Performance) میتوانند برای تنظیم جریان نیز استفاده شوند، اما محدودیتهایی در کنترل دقیق دارند.[12]
- شیرهای دروازهای (Gate Valves): این شیرها منحصراً برای سرویسهای قطع و وصل کامل طراحی شدهاند و در حالت کاملاً باز، کمترین مقاومت را در برابر جریان ایجاد میکنند. به دلیل طراحی خاص، برای تنظیم جریان مناسب نیستند و استفاده از آنها در حالت نیمهباز باعث فرسایش سریع دیسک و سیت میشود.[6, 12]
یک رابطه ذاتی بین ظرفیت جریان (Cv) یک شیر و دقت کنترل و مقاومت آن در برابر کاویتاسیون وجود دارد. شیرهای با ظرفیت بالا مانند شیرهای توپی و پروانهای، این ظرفیت را از طریق یک مسیر جریان مستقیم و بدون مانع به دست میآورند.[12] همین مسیر مستقیم باعث بازیابی فشار بالا (ضریب FL پایین) میشود؛ به این معنی که فشار در تنگترین نقطه عبور سیال (ونا کنتراکتا) به شدت افت کرده و سپس در پاییندست تقریباً به طور کامل بازیابی میشود. این افت شدید و بازیابی سریع، دقیقاً شرایطی است که پدیده مخرب کاویتاسیون را تقویت میکند.[13, 14, 15] در مقابل، یک شیر کروی مسیر جریانی پر پیچ و خم دارد که به آن کنترل بهتر و مقاومت بیشتری در برابر کاویتاسیون میدهد (ضریب FL بالا)، اما همین مسیر، ظرفیت جریان حداکثری آن را محدود میکند.[15] بنابراین، طراحی هندسی که یک شیر را در عبور دادن سیال کارآمد میکند، همان طراحی آن را در شرایط خاص، مستعد خودتخریبی میسازد.
بخش دوم: علم سایزینگ - از محاسبه تا کنترل
فلسفه سایزینگ: چرا چیزی فراتر از تطبیق با سایز لوله است
یک تصور غلط رایج این است که شیر کنترل باید هماندازه لولهای باشد که در آن نصب میشود. این رویکرد تقریباً همیشه به انتخاب یک شیر بیش از حد بزرگ (Oversized) و مشکلات کنترلی متعاقب آن منجر میشود.[16, 17] سایزینگ، فرآیند تطبیق ظرفیت شیر با نیازمندیهای فرآیند است، نه تطبیق با هندسه لوله.
قوانین سرانگشتی معتبری برای سایزینگ وجود دارد که به عنوان یک راهنمای اولیه عمل میکنند: شیر باید به گونهای انتخاب شود که در حداکثر جریان مورد نیاز، بین 60 تا 80 درصد باز باشد و در حداقل جریان مورد نیاز، تا حد امکان کمتر از 20 درصد باز نباشد.[9, 10, 11, 18] این قانون تضمین میکند که از بخش قابل توجهی از محدوده کنترلی شیر استفاده میشود و در عین حال یک حاشیه ایمنی معقول حفظ میگردد.
البته باید توجه داشت که قانون 20-80% یک دستورالعمل است، نه یک قانون جهانی. قابلیت اعمال آن به مشخصه ذاتی شیر بستگی دارد. به عنوان مثال، یک شیر با مشخصه درصد مساوی (EQ%) در 20 درصد ابتدایی حرکت خود، کنترل بسیار کمی را ارائه میدهد، بنابراین کارکردن در این محدوده مطلوب نیست.[10]
هدف اصلی سایزینگ، اطمینان از عملکرد شیر در «نقطه بهینه» (Sweet Spot) محدوده کنترلی آن است تا «گسترهپذیری» (Rangeability) و «اقتدار» (Authority) آن به حداکثر برسد و همزمان یک حاشیه ایمنی حفظ شود. گسترهپذیری به نسبت حداکثر به حداقل جریانی که شیر میتواند به طور مؤثر کنترل کند، اطلاق میشود.[9] اقتدار شیر نیز نشاندهنده میزان تأثیر شیر بر کل افت فشار سیستم است.[19] سایز کردن شیر به طوری که در حداکثر جریان 80% باز باشد، یک حاشیه ایمنی 20 درصدی برای شرایط فرآیندی غیرمنتظره فراهم میکند. سایز کردن آن به طوری که در حداقل جریان کمتر از 20% باز نباشد، آن را از ناحیه نزدیک به سیت که در آن کنترل ضعیف است و اثرات اصطکاک (Stiction) تشدید میشود، دور نگه میدارد.[7, 20] بنابراین، سایزینگ در نهایت نه در مورد عبور جریان، بلکه در مورد حفظ کیفیت کنترل در سراسر پاکت عملیاتی است.
زبان جهانی جریان: نگاهی عمیق به ضریب جریان (Cv)
ضریب جریان یا Cv، زبان جهانی برای بیان ظرفیت یک شیر کنترل است. تعریف استاندارد آن عبارت است از: تعداد گالن آمریکایی آب در دمای 60 درجه فارنهایت (15.6 درجه سانتیگراد) که در هر دقیقه از یک شیر عبور میکند و باعث ایجاد افت فشار 1 پوند بر اینچ مربع (PSI) در دو سر آن میشود.[9, 15, 16] این ضریب به عنوان یک معیار جهانی برای مقایسه ظرفیت جریان شیرهای مختلف، صرف نظر از اندازه، نوع یا سازنده آنها، به کار میرود.[16]
معادله پایه برای سایزینگ شیر در سرویس مایعات به صورت زیر است:[15, 16]
در این رابطه:
Cv ضریب جریان مورد نیاز است.Q نرخ جریان سیال بر حسب گالن بر دقیقه (GPM) است.SG وزن مخصوص سیال (نسبت چگالی سیال به چگالی آب) است.ΔP افت فشار دو سر شیر بر حسب PSI است.
یک تمایز حیاتی در اینجا وجود دارد: Cv محاسبه شده (Calculated Cv) یک نیازمندی فرآیند است، در حالی که Cv شیر انتخابی (Selected Cv) یک ظرفیت سختافزاری است. هنر مهندسی در تطبیق ظرفیت سختافزار با نیازمندی فرآیند با یک حاشیه مناسب نهفته است. فرآیند سایزینگ یک Cv مورد نیاز را محاسبه میکند.[14, 21] سپس مهندس با در نظر گرفتن یک حاشیه ایمنی (مثلاً 20%)، یک شیر استاندارد را از کاتالوگ سازنده انتخاب میکند که Cv حداکثری آن کمی بزرگتر از این مقدار هدف باشد.[15] این کار تضمین میکند که شیر میتواند تقاضای فرآیند را برآورده کند بدون آنکه به طور فاحشی بزرگتر از حد باشد.
معادلات سایزینگ: کالبدشکافی استاندارد ISA/IEC 60534-2-1
فرمول ساده Cv برای مایعات، نقطه شروع خوبی است، اما برای سایزینگ دقیق و حرفهای، به خصوص در شرایط پیچیده، کافی نیست. استاندارد بینالمللی ISA-75.01.01 (که توسط IEC 60534-2-1 نیز پذیرفته شده است) به عنوان مرجع جهانی برای معادلات جامع سایزینگ عمل میکند.[21, 22, 23, 24] این استاندارد ضرایب تصحیحی را معرفی میکند که شرایط دنیای واقعی را در نظر میگیرند:
- ضریب هندسه لولهکشی (Fp): این ضریب، افت فشار ناشی از اتصالات متصل به شیر مانند کاهندهها (Reducers) را در نظر میگیرد. این اتصالات میتوانند فشار موجود در دسترس شیر را به طور قابل توجهی تحت تأثیر قرار دهند.[21]
- ضریب بازیابی فشار مایع (FL): این ضریب نشان میدهد که فشار پس از عبور از تنگترین نقطه شیر (ونا کنتراکتا) چقدر بازیابی میشود. این یک پارامتر حیاتی برای پیشبینی جریان خفه شده (Choked Flow) و کاویتاسیون است و توسط سازنده شیر ارائه میشود.[14, 15]
- ضریب عدد رینولدز (FR): این ضریب برای سیالات با ویسکوزیته بالا که جریان در آنها کاملاً آشفته نیست، تصحیحاتی را اعمال میکند.
یک نکته کلیدی در محاسبات سایزینگ این است که همیشه از مقدار کوچکتر بین افت فشار واقعی (ΔPactual) و افت فشار خفگی (ΔPchoked) برای محاسبه Cv استفاده میشود.[14] این کار از برآورد بیش از حد ظرفیت شیر در شرایطی که جریان به دلیل پدیدههای فیزیکی محدود شده است، جلوگیری میکند.
پیچیدگی معادله کامل ISA نشان میدهد که یک شیر کنترل در خلاء عمل نمیکند. عملکرد آن به طور جداییناپذیری با خواص سیال (ویسکوزیته، فشار بخار) و سیستم لولهکشی فیزیکی اطراف آن مرتبط است. فرمول ساده Cv ممکن است شما را به شیری برساند که کار میکند، اما تنها یک محاسبه جامع بر اساس استاندارد ISA تضمین میکند که شیر تحت تمام شرایط فرآیندی مشخص شده، به طور قابل اعتماد و ایمن کار خواهد کرد. این تفاوت بین عملکرد مهندسی آماتور و حرفهای را برجسته میکند.
دشمنان نامرئی: کاویتاسیون، فلشینگ و جریان خفه شده
این پدیدههای مخرب از مدیریت نادرست افت فشار در شیر کنترل ناشی میشوند و میتوانند به سرعت تجهیزات گرانقیمت را از بین ببرند.
- کاویتاسیون (Cavitation): یک فرآیند دو مرحلهای است. ۱) فشار مایع در نقطهای از شیر (معمولاً ونا کنتراکتا) به زیر فشار بخار آن (Pv) افت میکند و باعث تشکیل حبابهای بخار میشود. ۲) با حرکت سیال به سمت پاییندست، فشار دوباره به بالای Pv افزایش مییابد و باعث انفجار شدید (Implosion) این حبابها میشود. این انفجارهای کوچک، میکروجتهایی با فشار بسیار بالا ایجاد میکنند که باعث ایجاد نویز شدید (شبیه عبور سنگریزه از لوله)، ارتعاش و فرسایش شدید سطح فلزی تریم و بدنه شیر میشوند.[9, 11, 13, 14, 20]
- فلشینگ (Flashing): یک فرآیند تک مرحلهای است. فشار مایع به زیر Pv افت میکند و در پاییندست شیر نیز همچنان زیر Pv باقی میماند. در نتیجه، بخشی از مایع به بخار تبدیل شده و این حالت دو فازی (مایع و بخار) در پاییندست ادامه مییابد. این جریان دو فازی با سرعت بالا بسیار فرساینده است و میتواند به تریم شیر و لولهکشی پاییندست آسیب جدی وارد کند.[9, 13, 14]
- جریان خفه شده (Choked Flow): نقطهای است که با افزایش بیشتر افت فشار، نرخ جریان دیگر افزایش نمییابد. این اتفاق به این دلیل رخ میدهد که سرعت سیال به یک حد فیزیکی رسیده است (مانند سرعت صوت برای گازها، یا محدودیت ناشی از تشکیل بخار در مایعات). محاسبات سایزینگ باید این حد را در نظر بگیرند تا از انتخاب شیر نامناسب جلوگیری شود.[14, 20]
برای درک بهتر تفاوتهای این دو پدیده مخرب، جدول زیر ارائه شده است.
| جدول ۱: تحلیل مقایسهای کاویتاسیون و فلشینگ |
| مشخصه |
کاویتاسیون (Cavitation) |
فلشینگ (Flashing) |
| پروفایل فشار |
Pvena_contracta < Pv ; Pdownstream > Pv |
Pvena_contracta < Pv ; Pdownstream < Pv |
| فرآیند فیزیکی |
تشکیل حباب و سپس فروپاشی شدید (انفجار درونی). |
تشکیل حباب که در پاییندست ادامه مییابد. |
| حالت سیال در پاییندست |
مایع تکفازی. |
جریان دوفازی (مایع و بخار). |
| مکانیسم اصلی آسیب |
میکروجتهای پرفشار ناشی از فروپاشی حبابها باعث فرسایش تریم و بدنه میشوند. |
جریان دوفازی پرسرعت باعث فرسایش تریم و لولهکشی پاییندست میشود. |
| نشانه صوتی |
صدای شبیه عبور سنگریزه یا شن از داخل لوله. |
صدای هیس ممتد و با فرکانس بالا. |
| محل آسیب |
متمرکز بر روی قطعات داخلی شیر، درست بعد از ونا کنتراکتا. |
توزیع شده در خروجی شیر و لولهکشی پاییندست. |
بخش سوم: مجموعهای از شکستها - عواقب خطاهای سایزینگ
شیر بیش از حد بزرگ: بحران کنترل ضعیف و فرسایش زودرس
انتخاب شیر بزرگتر از حد نیاز (Oversized)، رایجترین خطای سایزینگ است.[10, 11] پیامد اصلی این خطا، کنترلپذیری ضعیف است. در چنین شیری، تغییرات کوچک در موقعیت ساقه، باعث تغییرات بزرگ و نامتناسب در جریان میشود. این حساسیت بالا، تنظیم دقیق فرآیند را تقریباً غیرممکن میسازد.[10, 11, 13, 17]
این حساسیت، کنترلر را وادار میکند که به طور مداوم در اطراف نقطه تنظیم (Setpoint) نوسان کند یا «شکار» (Hunting) کند. این نوسانات فرآیندی، باعث چرخش مداوم اکچویتور و فرسایش زودرس تریم شیر و آببندهای اکچویتور میشود.[13, 25] علاوه بر این، یک شیر بزرگتر از حد، بیشتر اوقات در نزدیکی حالت بسته خود کار میکند. این کار در نزدیکی سیت، اثرات اصطکاک استاتیک (Stiction) را تقویت میکند. Stiction باعث میشود شیر در یک موقعیت گیر کرده و سپس با افزایش فشار اکچویتور، به طور ناگهانی «بپرد» که این خود باعث بیثباتی بیشتر فرآیند میشود.[7, 11, 20]
یک شیر بزرگتر از حد، فقط یک مشکل کنترلی نیست؛ بلکه یک عامل مستقیم برای افزایش هزینههای عملیاتی و کاهش کیفیت محصول است. نوسانات فرآیندی ناشی از کنترل ضعیف، منجر به نوسانات دما و فشار میشود که کیفیت محصول نهایی را کاهش میدهد. در سیستمهای گرمایشی یا سرمایشی، این نوسانات به معنای مصرف انرژی ناکارآمد است. همچنین، چرخش مداوم و حرکات ناگهانی، هزینههای نگهداری و تعمیرات را به دلیل فرسایش سریع قطعات افزایش میدهد.[26] بنابراین، «صرفهجویی» اولیه در خرید یک شیر بزرگتر (یا اشتباه در تطبیق با سایز لوله) در نهایت به زیانهای مالی قابل توجهی در بلندمدت منجر میشود.
شیر کوچکتر از حد: تنگنایی از انرژی مخرب
اگرچه این خطا کمتر رایج است، اما عواقب آن فوریتر و آشکارتر است.[11] یک شیر کوچکتر از حد (Undersized) نمیتواند حداکثر جریان مورد نیاز فرآیند را از خود عبور دهد و به یک گلوگاه تولید تبدیل میشود.[10, 13, 17]
برای عبور دادن جریان مورد نیاز، افت فشار دو سر شیر به طور غیرعادی بالا میرود. این افت فشار پرانرژی، عامل اصلی ایجاد کاویتاسیون و فلشینگ است. این پدیدهها به سرعت منجر به فرسایش تریم، ایجاد نویز و ارتعاشات شدید میشوند که نه تنها به خود شیر، بلکه به لولهکشی و ابزار دقیق اطراف آن نیز آسیب میرسانند.[11, 13, 14]
یک شیر کوچکتر از حد، یک خطر ایمنی محسوب میشود، زیرا به طور مداوم در رژیمهای جریانی پرانرژی و مخرب کار میکند. زنجیره علت و معلولی به این صورت است: سایز کوچک -> افت فشار بالا -> کاویتاسیون/ارتعاش -> آسیب به تجهیزات -> پتانسیل نشتی/شکست -> خطر ایمنی. مشکل فقط این نیست که شیر نمیتواند جریان مورد نیاز را تأمین کند؛ بلکه در حین تلاش برای این کار، به طور فعال در حال تخریب خود و محیط اطرافش است.
اکچویتور نامتناسب: زمانی که عضله با مأموریت همخوانی ندارد
بدنه شیر و اکچویتور باید به عنوان یک سیستم یکپارچه سایز شوند. انتخاب نادرست اکچویتور میتواند به اندازه انتخاب نادرست بدنه شیر، مخرب باشد.
- اکچویتور کوچکتر از حد (Under-sized): این اکچویتور نیروی (یا گشتاور) کافی برای باز یا بسته کردن کامل شیر در برابر فشارهای فرآیند یا غلبه بر اصطکاک داخلی را ندارد. این امر میتواند منجر به عدم آببندی صحیح شیر در حالت بسته (نشتی) یا عدم باز شدن کامل آن (محدودیت جریان) شود.[25]
- اکچویتور بزرگتر از حد (Over-sized): این مشکل موذیانهتر است. یک اکچویتور بیش از حد قوی میتواند گشتاور زیادی تولید کند که از حداکثر گشتاور مجاز ساقه (M.A.S.T. - Maximum Allowable Stem Torque) فراتر رود و منجر به خم شدن یا شکستن ساقه شود. همچنین میتواند با اعمال نیروی بیش از حد در حالت بسته، به سیت شیر آسیب برساند و باعث نشتی و کاهش عمر شیر شود.[25]
نیروی مورد نیاز اکچویتور ثابت نیست؛ این نیرو در طول حرکت شیر تغییر میکند و به افت فشار دینامیکی در هر لحظه وابسته است. سایز کردن یک اکچویتور تنها بر اساس فشار استاتیک حالت بسته (Shutoff Pressure) یک خطای رایج و حیاتی است. محاسبه صحیح سایز اکچویتور باید دینامیک باشد و نیروهای مختلفی را در نظر بگیرد: گشتاور لازم برای جدا کردن پلاگ از سیت (Break Torque)، نیروی لازم برای نگه داشتن شیر در یک موقعیت کنترلی در برابر جریان (Dynamic Torque) و نیروی لازم برای آببندی محکم آن (Seating Torque).[11, 25] اکچویتوری که میتواند فشار حالت بسته را تحمل کند، ممکن است قادر به مقابله با نیروهای هیدرودینامیکی در حین تنظیم جریان نباشد و این منجر به از دست رفتن کنترل میشود. این نگرش، بحث را از یک موازنه نیروی ساده به تحلیل دینامیک سیستم ارتقا میدهد.
| جدول ۲: ماتریس تشخیص خطاهای سایزینگ و عملکرد |
| علامت قابل مشاهده |
شیر بزرگتر از حد |
شیر کوچکتر از حد |
کاویتاسیون/فلشینگ |
اصطکاک/باند مرده (Stiction/Deadband) |
عدم تطابق اکچویتور |
| نوسان متغیر فرآیند (Hunting) |
احتمال بالا |
احتمال کم |
احتمال کم |
احتمال بالا |
احتمال متوسط |
| صدای هیس یا غرش با فرکانس بالا |
احتمال کم |
احتمال بالا (عامل ایجاد) |
احتمال بالا |
احتمال کم |
احتمال کم |
| عدم توانایی در رسیدن به حداکثر جریان |
احتمال کم |
احتمال بالا |
احتمال کم |
احتمال کم |
احتمال بالا (اکچویتور کوچک) |
| عدم بسته شدن کامل شیر (نشتی) |
احتمال کم |
احتمال کم |
احتمال متوسط (آسیب به سیت) |
احتمال کم |
احتمال بالا (اکچویتور کوچک) |
| ارتعاش فیزیکی لوله/شیر |
احتمال کم |
احتمال بالا |
احتمال بالا |
احتمال کم |
احتمال کم |
| فرسایش زودرس تریم/آببندها |
احتمال بالا (به دلیل نوسان) |
احتمال بالا (به دلیل فرسایش) |
احتمال بالا (به دلیل فرسایش) |
احتمال بالا (به دلیل حرکات ناگهانی) |
احتمال متوسط |
| خم شدن یا شکستن ساقه شیر |
احتمال کم |
احتمال کم |
احتمال کم |
احتمال کم |
احتمال بالا (اکچویتور بزرگ) |
بخش چهارم: حاکمیت قانون - پیمایش در چشمانداز استانداردهای بینالمللی
مرجع سایزینگ و عملکرد: سری استانداردهای ISA/IEC
این بخش بر روی حیاتیترین استانداردها برای خود محاسبات مهندسی تمرکز دارد.
- ISA-75.01.01 / IEC 60534-2-1: این استاندارد، مرجع بنیادین برای معادلات سایزینگ شیرهای کنترلی است و به عنوان معیار جهانی شناخته میشود.[1, 22, 23, 24]
- ISA-75.02.01 / IEC 60534-2-3: این استاندارد رویههای استاندارد برای تست ظرفیت جریان یک شیر به منظور تعیین تجربی ضرایب Cv و FL را تعریف میکند.[22, 24]
- ISA-75.17 / IEC 60534-8-3: این استاندارد برای پیشبینی نویز آیرودینامیکی (ناشی از جریان گاز یا بخار) در شیرهای کنترلی به کار میرود.[22, 24]
این استانداردها یک اکوسیستم منسجم را تشکیل میدهند. معادلات موجود در ISA-75.01.01 به ضرایبی (مانند Cv و FL) متکی هستند که با استفاده از رویههای تعریف شده در ISA-75.02.01 به صورت تجربی تعیین میشوند. یک سازنده از رویه تست (75.02) برای تولید دادههای عملکردی (Cv, FL) برای کاتالوگ محصولات خود استفاده میکند. سپس یک مهندس از آن دادههای کاتالوگ در معادله سایزینگ (75.01) برای انتخاب شیر مناسب بهره میبرد. این نشان میدهد که چگونه استانداردها با هم کار میکنند تا از ثبات و هماهنگی از مرحله ساخت تا کاربرد اطمینان حاصل شود.
الزامات صنعت نفت: استانداردهای کلیدی API
این بخش بر روی استانداردهای موسسه نفت آمریکا (American Petroleum Institute) تمرکز دارد که اغلب به صورت قراردادی در صنعت نفت و گاز الزامی هستند.
- API 6D: مشخصات فنی برای شیرهای خط لوله (Pipeline and Piping Valves). این استاندارد برای خطوط انتقال نفت و گاز بسیار حیاتی است.[27, 28, 29]
- API 598: بازرسی و تست شیرها (Valve Inspection and Testing). این استاندارد جهانی برای رویههای تست نشتی (بدنه، بکسیت، سیت) است و تقریباً همیشه در مشخصات فنی ذکر میشود.[27, 28]
- API 600: شیرهای دروازهای فولادی با کلاهک پیچدار (Bolted Bonnet Steel Gate Valves). این استاندارد معیارهای طراحی برای این نوع شیرهای سنگین و خاص را تعریف میکند.[27, 28]
- API 608: شیرهای توپی فلزی (Metal Ball Valves).
- API 609: شیرهای پروانهای (Butterfly Valves).
استانداردهای API عمدتاً بر تضمین یکپارچگی مکانیکی، ایمنی و قابلیت تعویض شیرها در محیطهای سخت و خطرناک صنعت نفت تمرکز دارند. برخلاف ISA که بر چگونگی کنترل جریان توسط شیر تمرکز دارد، API بر اطمینان از عدم شکست فاجعهبار شیر متمرکز است. این تمایز در هدف، یک نکته کلیدی برای درک چشمانداز استانداردها است.
نگهبانان فشار و مواد: کدهای ضروری ASME و ASTM
این بخش استانداردهای بنیادینی را پوشش میدهد که زیربنای طراحی تمام شیرها هستند.
- ASME B16.34: شیرها—فلنجی، رزوهای و جوشی (Valves—Flanged, Threaded, and Welding End). این استاندارد اصلی برای ردهبندی فشار-دما، ابعاد و الزامات مواد برای شیرها است.[27, 28]
- ASME B16.10: ابعاد رو در رو و انتها به انتها شیرها (Face-to-Face and End-to-End Dimensions of Valves). این استاندارد تضمین میکند که یک شیر از یک سازنده میتواند با شیر از سازنده دیگر جایگزین شود.[22]
- استانداردهای ASTM: انجمن آمریکایی تست و مواد (American Society for Testing and Materials) خواص شیمیایی و مکانیکی مشخص مواد مورد استفاده در ساخت شیرها (مانند فولاد کربنی
A216 WCB یا فولاد ضد زنگ A351 CF8M) را تعریف میکند.[27]
یک سلسله مراتب واضح در استانداردها وجود دارد. ASTM مواد خام را تعریف میکند. ASME B16.34 دیکته میکند که چگونه از آن مواد برای طراحی یک مخزن تحت فشار (بدنه شیر) استفاده شود. API سپس الزامات بیشتری را برای یک سرویس خاص (مانند نفت) اضافه میکند. در نهایت، ISA روشهایی را برای سایز کردن آن شیر با ساختار مکانیکی سالم برای یک کاربرد کنترلی خاص ارائه میدهد. درک این سلسله مراتب، نشانه تخصص واقعی و یک چارچوب ذهنی برای پیمایش در شبکه پیچیده انطباق است.
بخش پنجم: از نقشه تا خط لوله - ساخت، شبیهسازی و بازرسی
نقش CFD در طراحی و عیبیابی مدرن شیرها
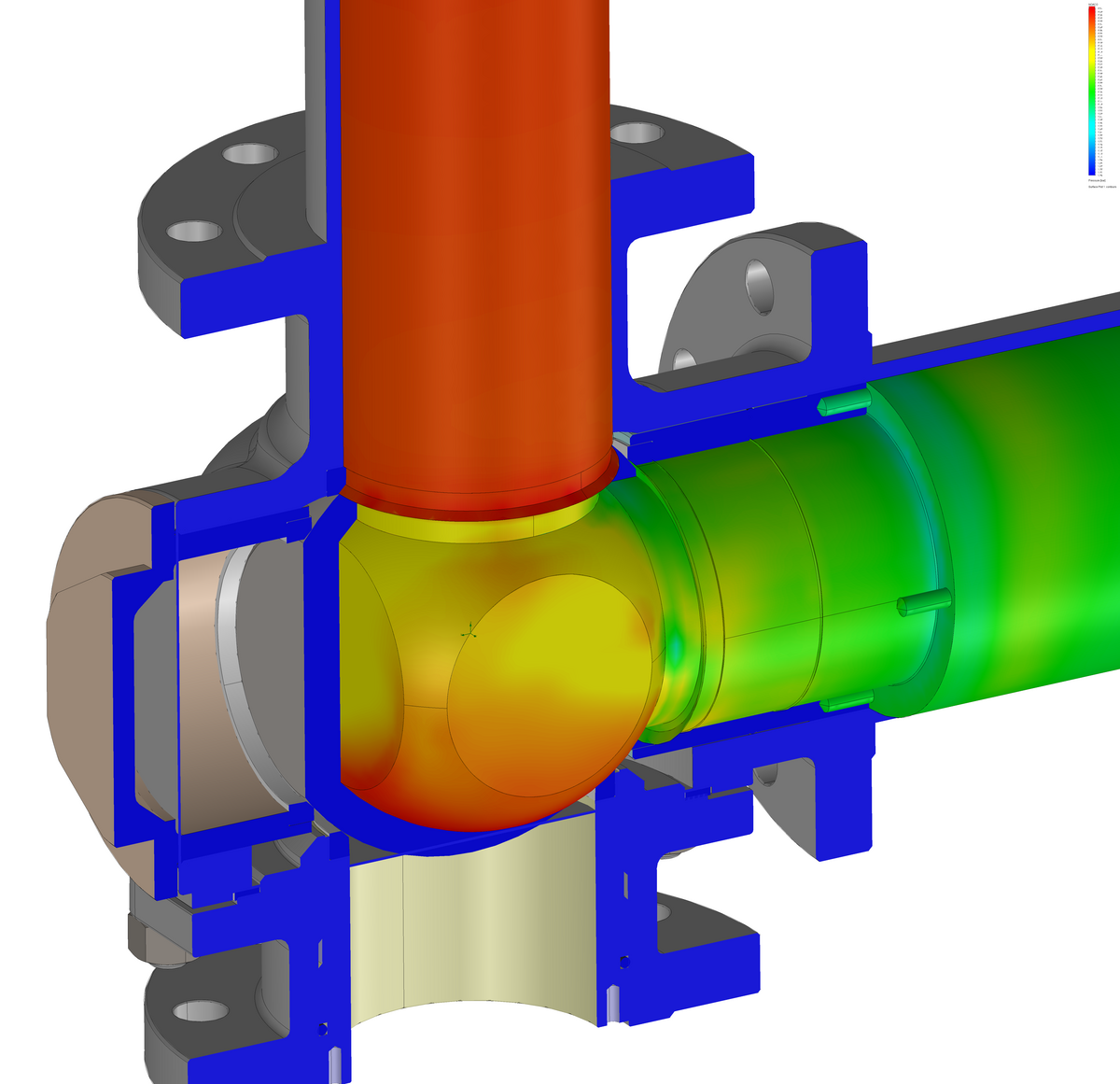
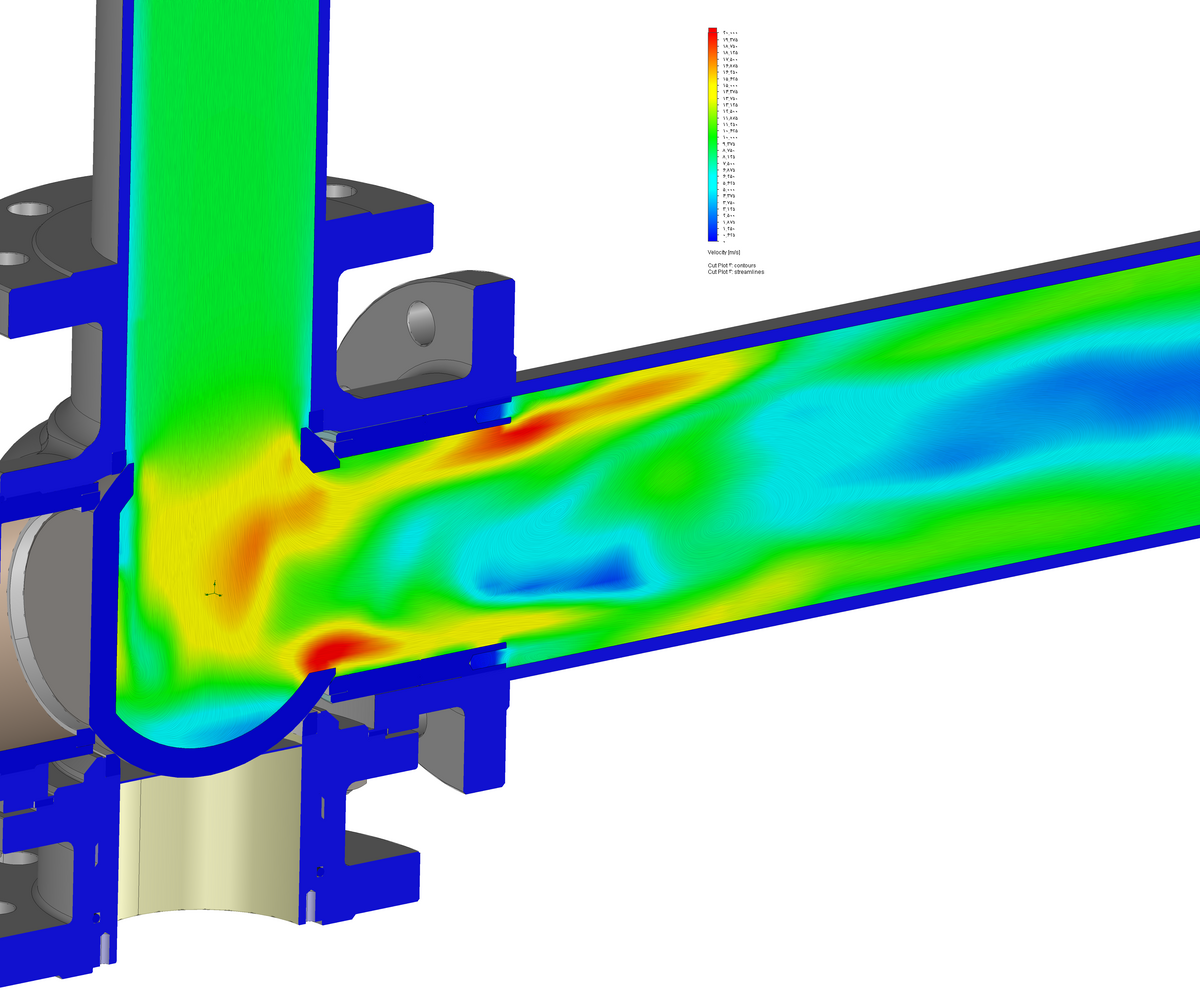
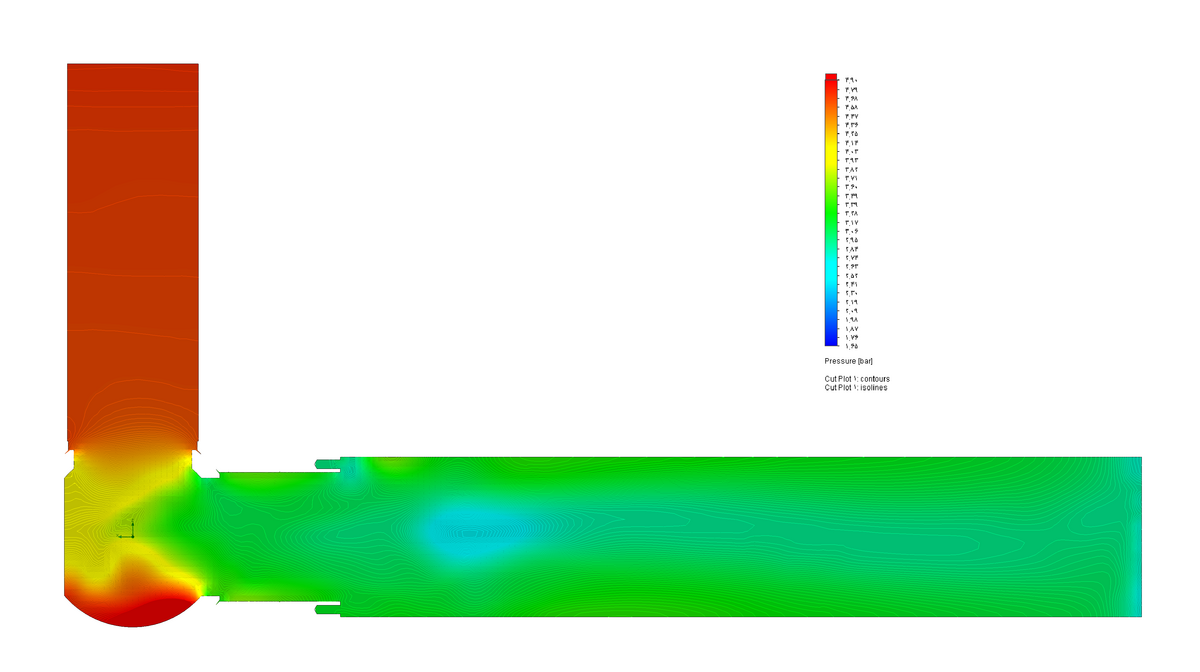
دینامیک سیالات محاسباتی (Computational Fluid Dynamics - CFD) به عنوان یک میز تست مجازی در طراحی شیرهای مدرن عمل میکند. این ابزار قدرتمند به طراحان اجازه میدهد تا الگوهای پیچیده جریان را در داخل یک شیر قبل از ساخت نمونه اولیه فیزیکی، مشاهده و تحلیل کنند. از CFD برای بهینهسازی طراحی تریم به منظور دستیابی به مشخصههای کنترلی بهتر و همچنین برای پیشبینی و کاهش مشکلاتی مانند کاویتاسیون، فلشینگ و نویز بالا استفاده میشود. مهندسان میتوانند پروفایل فشار را در داخل شیر شبیهسازی کنند تا مناطقی را که فشار ممکن است به زیر فشار بخار سیال افت کند، شناسایی کرده و با اصلاح طراحی، از وقوع کاویتاسیون جلوگیری نمایند.
CFD طراحی شیر را از یک فرآیند مبتنی بر دادههای تجربی و نمونههای اولیه فیزیکی، به فرآیندی مبتنی بر شبیهسازی پیشبینیکننده تبدیل کرده است. این تحول منجر به کاهش زمان توسعه، افزایش کارایی و دستیابی به طراحیهای قویتر و قابل اعتمادتر شده است. CFD پاسخ دیجیتال به چالشهای کلاسیک فیزیکی در طراحی شیر کنترل است.
مروری بر ساخت شیر و قابلیت ردیابی مواد
فرآیند ساخت شیر شامل مراحل کلیدی از ریختهگری یا آهنگری بدنه، ماشینکاری دقیق تریم، تا مونتاژ نهایی محصول است. در این میان، یک مفهوم حیاتی به نام قابلیت ردیابی مواد (Material Traceability) وجود دارد. این فرآیند، مستندسازی منشأ و تاریخچه پردازش تمام مواد تحت فشار، از ذوب اولیه در کارخانه فولادسازی تا شیر نهایی است. این یک الزام غیرقابل مذاکره در صنعت نفت و گاز است.
گزارش تست مواد سازنده (Manufacturer's Material Test Report - MTR) به عنوان سند اصلی برای این ردیابی عمل میکند و به استانداردهای مواد ASTM ارجاع میدهد.[27] الزامات سختگیرانه برای ساخت و ردیابی، نتیجه مستقیم ماهیت پرخطر این صنعت است. شکست یک شیر یک ناراحتی ساده نیست؛ بلکه میتواند یک رویداد فاجعهبار باشد.[2, 4, 17] ردیابی مواد به این دلیل انجام میشود که در صورت وقوع شکست، بتوان علت را بررسی کرد و همچنین از ابتدا اطمینان حاصل نمود که مواد استفاده شده، مشخصات لازم برای تحمل سرویس خطرناک را دارا هستند.
آناتومی یک برنامه بازرسی و تست (ITP)
برنامه بازرسی و تست (Inspection and Test Plan - ITP) سند اصلی است که تمام فعالیتهای بازرسی و تست مورد نیاز در طول فرآیند ساخت را مشخص میکند. این سند، نقشه راه تضمین کیفیت است. یک ITP معمولی شامل مراحل زیر است:
- بازرسی مواد ورودی (تطبیق MTR با مشخصات فنی).
- کنترلهای ابعادی در حین فرآیند ماشینکاری.
- بازرسیهای جوشکاری (در صورت وجود).
- تستهای نهایی.
تستهای نهایی کلیدی که توسط استانداردهایی مانند API 598 دیکته میشوند، عبارتند از:[27, 28]
- تست هیدرواستاتیک بدنه (Hydrostatic Shell Test): بدنه شیر با آب تحت فشار قرار میگیرد تا از عدم وجود نشتی یا شکستگی اطمینان حاصل شود.
- تست هیدرواستاتیک نشتی سیت (Hydrostatic Seat Leakage Test): توانایی شیر در ایجاد آببندی محکم در حالت بسته تست میشود.
- تست پنوماتیک (Pneumatic Test): این تست اغلب برای نشتی سیت انجام میشود، زیرا آببندی هوا دشوارتر از آب است.
ITP پل قانونی و فنی بین مشخصات طراحی (نقشهها و استانداردها) و محصول فیزیکی نهایی است. این سند، اثبات مستندی است که نشان میدهد شیری که طراحی شده، همان شیری است که ساخته شده است. اینجاست که «حاکمیت قانون» (بخش چهارم) با کف کارخانه تلاقی پیدا میکند.
نتیجهگیری: ترکیبی از بهترین شیوهها برای سیدعلی خادم
این گزارش یک نمای کلی جامع از اصول مهندسی حاکم بر دنیای شیرهای کنترلی ارائه داد. تخصص واقعی در درک ارتباط متقابل این موضوعات نهفته است: چگونه یک محاسبه سایزینگ (بخش دوم) بر قابلیت اطمینان عملیاتی (بخش سوم) تأثیر میگذارد و توسط شبکهای از استانداردها (بخش چهارم) کنترل میشود که از طریق بازرسی (بخش پنجم) تأیید میگردند.
به عنوان یک نکته تاریخی جالب برای شروع محتوای شما، اولین شیرها توسط رومیان باستان برای کنترل جریان آب در آبراههای عظیمشان استفاده میشدند. این شیرهای اولیه که از برنز ساخته شده بودند، طراحی سادهای داشتند اما به طرز شگفتانگیزی مؤثر بودند و حتی به آنها اجازه میدادند جریان آب گرم و سرد را در حمامهای عمومی مخلوط کنند.[30] از آن زمان تا به امروز، این وسیله به ظاهر ساده به یکی از پیچیدهترین و حیاتیترین اجزای صنعت مدرن تبدیل شده است.
این گزارش توسط سیدعلی خادم به عنوان مرجعی برای متخصصان و علاقهمندان به حوزه تجهیزات ثابت صنعت نفت و گاز تهیه شده است. هدف از این مجموعه، به اشتراکگذاری دانش فنی عمیق و کاربردی است.